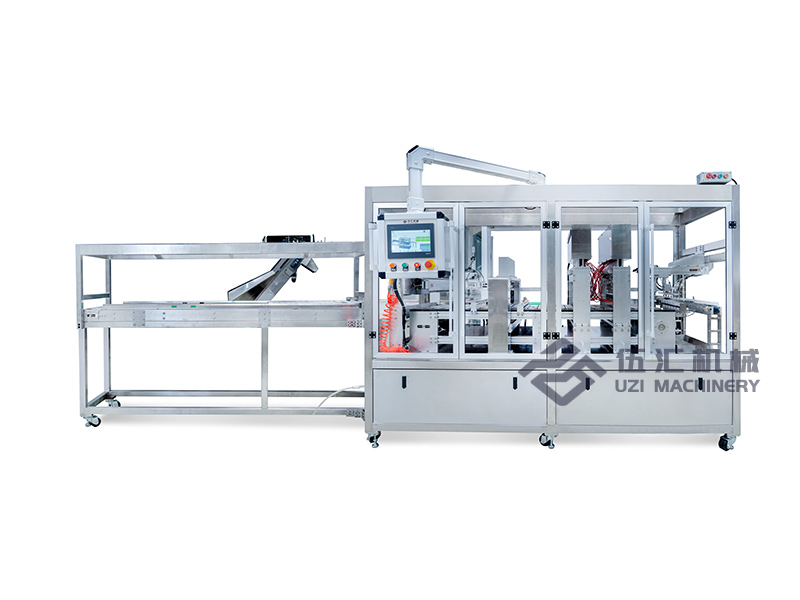
螺杆式灌装机的核心工作原理是通过螺杆的旋转推送实现物料的定量输送与灌装,结合容积式计量方式,利用螺杆螺距、转速和旋转圈数的精准控制,完成粉末或粘稠含细颗粒物料的定量填充,具体工作流程与关键机制如下:
螺杆的 “容积式计量” 特性
螺杆的每一圈螺距之间会形成固定容积的 “料腔”,当螺杆旋转时,料腔会从料斗底部舀取物料,并沿着螺杆轴线方向持续推送至出料口。
单圈螺距的容积固定,因此灌装总量 = 单圈容积 × 螺杆旋转圈数 × 物料填充系数(受物料流动性影响,通常为 0.8-0.95);
伺服电机驱动螺杆可精准控制旋转圈数和转速(误差 ±0.1 圈),从而实现高精度计量(常规 ±0.5%-1%,小剂量可达 ±0.3%)。
强制输送解决物料流动性问题
对于易结块、流动性差的粉末(如奶粉、面粉),螺杆的螺旋叶片旋转时会对物料产生剪切和推送力,打破物料结块,避免料斗内 “搭桥”(物料卡在料斗口不下料),确保物料稳定输送。
料斗内通常搭配搅拌装置(低速旋转),进一步防止物料结块,保证螺杆进料均匀;超细粉末(如金属粉末)灌装时,螺杆会配合真空吸料或密封出料口,减少扬尘并避免物料分层。
上料阶段
真空上料机或螺旋上料机将物料从储料罐输送至灌装机的料斗,料斗内的料位传感器实时监测物料高度,当料位过低时自动补料,过高时停止上料,保证螺杆进料稳定。
计量准备阶段
空容器(瓶 / 袋 / 罐)经输送带送至灌装工位,定位传感器检测到容器到位后,灌装头下降(或潜入容器内,防止粉末飞扬),同时料斗搅拌装置启动,预松动物料。
灌装输送阶段
PLC 控制系统根据预设灌装量,指令伺服电机驱动螺杆旋转:
螺杆旋转时,料斗底部的物料被卷入螺距料腔,连续推送至出料口,落入容器内;
对于大剂量灌装(如 5kg 腻子粉),螺杆会先高速输送至 90% 灌装量,再低速补料至目标值,避免物料溢出并提升精度。
收尾与出料阶段
螺杆停止旋转后,灌装头上升,刮板(可选)刮除出料口残留物料,防止滴漏;输送带将灌装完成的容器送至下一工序(如封口、贴标);若检测到无容器或容器位置偏移,设备会自动停止灌装,避免物料浪费。
防扬尘与密封设计
灌装头采用密封式出料口或潜入式结构,配合集尘装置,减少粉末飞扬(尤其适合超细粉末或有毒粉末);料斗与螺杆连接处采用密封垫,防止物料泄漏。
物料适配调整
精度校准机制
部分高端设备集成称重传感器,灌装后对成品进行在线称重,若偏差超出阈值,PLC 自动调整螺杆旋转圈数,实现动态校准(精度可提升至 ±0.1%)。
螺杆式灌装机的工作原理决定了其核心优势:对低流动性、易结块物料的适配性强,且计量精度稳定,因此广泛用于粉末、粘稠含细颗粒物料的灌装;而对于低粘度液体或大颗粒物料,因螺杆无法有效密封或易卡塞,故不适用。








管理员
该内容暂无评论